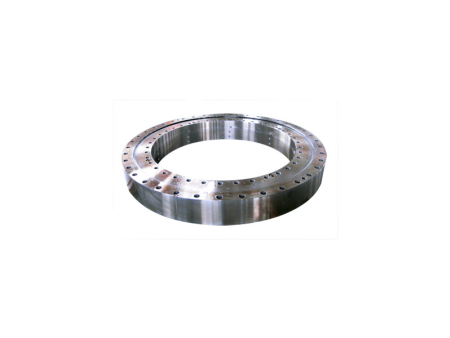
主铲板
| 公司: | 沈阳铸梦重工有限公司 |
|---|---|
| 地址: | 辽宁省沈阳市苏家屯区沙河铺镇青城街88号 |
| 电话: | 024-89523073 13332468088 |
| 中文网站: | www.sydmtg.com |
| 邮箱: | 13332468088@126.com |
| 主营: | 沈阳履带板 沈阳铸钢件 沈阳铸造件 沈阳铸钢厂 辽宁铸造厂 |
| 留言咨询 更多信息 | |
| 分享: |

|
产品介绍
主铲板铸钢件在生产过程中经常会发生各种不同的铸造缺陷,如何预防这些缺陷,一直是铸件生产厂家关注的问题。本文主要介绍了这方面的一些认识和实践经验。
车间主要采用传统湿型砂铸造工艺生产铸钢件,在长期的生产中,发现铸钢件主要出现以下铸造缺陷,砂眼,粘砂,气孔,孔,夹砂结疤,胀砂等等。
1.砂眼
砂眼缺陷处内部或表面有充塞着型(芯)砂的小孔,砂眼是一种常见的铸造缺陷,往往导致铸件报废。砂眼是由于金属液从砂型型腔表面冲下来的砂粒(块),或者在造型,合箱操作中落人型腔中的砂粒(块)来不及浮入浇冒系统,留在铸件内部或表面而造成的。
砂眼的预防措施:
(1)严格控制型砂性能,提高砂型芯的表面强度和紧实度,减少毛刺和锐角,减少冲砂。
(2)合箱前把型腔和砂芯表面的浮砂处理干净,平稳合箱,如果是明冒口或贯通出气眼,应避免散砂从中掉人型腔,合箱后要尽快浇注。
(3)设置正确合理的浇冒系统,避免金属液对型壁和砂芯的冲刷力过大。
(4)浇口杯表面要光滑,不能有浮砂。
2.粘砂
在铸件表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗糙,难于清理。
粘砂多发生在型、芯表面受热作用强烈的部位,分机械粘砂和化学粘砂两种。机械粘砂是由金属液渗入铸型表面的微孔中形成的,当渗入深度小于砂粒半径时,铸件不形成粘砂,只是表面粗糙,当渗入深度大于砂粒半径时,就形成机械粘砂,化学粘砂是金属氧化物和造型材料相互进行化学作用的产物,与铸件牢固地结合在一起而形成的。
粘砂的预防措施:
(1)选用耐火度高的砂,以提高型砂,芯砂的耐火度,原砂的SiO2含量在96%(质量分数)以上,而且砂粒应对粗些。铸钢件的浇注温度越高,壁厚越厚,对原砂中SiO2含量的要求越高。
(2)适当降低浇注温度和提高浇注速度,减轻金属液对砂型的热力学和物理化学作用。
(3)砂型紧实度要高(通常大于85)且均匀,减少砂粒间隙;型、芯修补到位,不能有局部疏松。
(4)采用在高温下不开裂、不烧结成熔洞的涂料。